
Improve Sustainability Efforts in Your Shipping Processes
Table of Contents
- Sustainable Shipping: Should You Reduce Stretch Film or Reduce the Risk of Damaged Products?
- Case Erectors Engineered for Compressed Air Efficiency
- Consider A Machine's Lifecycle in Your Sustainability Efforts
- Reduce Unsellable Goods Going to Landfills Through Effective Stretch Wrapping
- 3 Ways Square Cases Reduce Shipping Damage and Help Keep Unnecessary Waste out of Landfills
- Reduce Shipping Damage in the Supply Chain
- Rise of Recycled Corrugated
- Shipping Damage: The Hidden costs
- Stretch Wrapping Bottled Water
- The Dirty Secret of CPG Sustainability
Whether enforced by the government or internal goals are being set, companies of all sizes are looking for ways to become more sustainable. But, it is difficult to know if what you are doing is right or if there will be unintended consequences brought on by process changes. Below are ten articles to help you navigate the challenges of implementing sustainability initiatives in your packaging and shipping processes.
1. Sustainable Shipping: Should You Reduce Stretch Film or Reduce the Risk of Damaged Products?
IDENTIFY THE SUSTAINABLE OPPORTUNITIES
This article is the story of a classic struggle – good intentions versus misdirected attention – that’s all too common in the world of stretch wrapping. Most common reasons companies look to reduce plastic stretch film is either that they are looking for ways to decrease shipping costs, or are being compelled – in some cases by government or other initiatives – to become more sustainable. However, they fail to take into account the consequences of reducing stretch film without proper planning.

First, let’s explore film costs. Our research tells us, on average, it only takes about $10 of stretch film to ship a typical truckload of pallets. However, if you are trying to save costs by using less film, keep in mind that when you reduce the amount of film layers on your load, you must also increase the film tension. Or if you downgauge your film you will need to add additional layers of film. Not dong so can lead to a loss of containment force, which leads to product damage during transit.
Now let’s explore the cost of damage. It is estimated that .5% of total shipments are damaged to the point of being unsalable on the way to their destinations. This damage doesn’t just equate to billions of dollars in losses a year, but also contributes to landfills across the globe. Man-made materials can take hundreds or thousands of years to decompose, if they can at all. This leaves our planet ridden with large trash dumps that impacts everything from air, fresh water, oceans and climate for years to come.
WRAPPING TO PREVENT SHIPPING DAMAGE
Our experience indicates at least a quarter, if not more, of goods that become unsalable from shipping damage can be saved simply by doing a better job of stretch wrapping. Knowing this, improving stretch wrapping processes is the biggest opportunity to save a significant amount of money and reduce the amount of damaged products ending up in landfills.
So, what constitutes “doing a better job of stretch wrapping”?
First, you need to apply enough Containment Force (total squeezing pressure the film exerts on the load) to the top, middle and bottom of the load. Containment Force is what holds a load together and is usually measured in pounds or kilograms with special tools.
Second, lock or secure the load to the pallet. If the load isn’t locked to the pallet, it could shift causing damage to corners or other near products or even slide off during shipment destroying the load. Wrapping all the way to the bottom of the pallet leaves the load vulnerable to film punctures as it is picked up by forklifts or pallet jacks. The way to address this is to lock the load to the pallet by rolling up the bottom of the film web into a tight cable and placing that cable about an inch below the top deck boards. This way it is safely out of the way of the forks.
Third, avoid dragging film tails is key for securing the load to the pallet. Dragging film tails can get caught, pulled or ripped and lead to a loss of Containment Force and ultimately, load failure.
YOU NO LONGER HAVE TO CHOOSE BETWEEN THE TWO!
With the right support and technology you can save on film and protect your loads. When buying a stretch wrapper look for equipment that will help you optimize your wrap pattern for the appropriate amount of Containment Force while using the least amount of stretch film. Lantech LeanWrap® features like Load Guardian, Pallet Grip® and the Load Seeking Clamp® 4.0 can help you achieve a safe-to-ship load with the least amount of film necessary.
Fix the things that really make a difference. Take a simple step to improve your sustainability efforts in the shipping department and reduce your shipping damage through better stretch wrapping. After all, don’t forget the reason why we stretch wrap in the first place: to get products from point A to point B, in as made condition.
2. Case Erectors Engineered for Compressed Air Efficiency

On the surface, compressed air and case erectors might not seem to share much in common. But by increasing the efficiency of the pneumatic components used in case erectors, Lantech was able to improve overall machine efficiency.
Mike Castelli, Director of Global Business Development for Case Handling Products at Lantech, wrote an article in 2017 for Compressed Air Best Practices website about engineering case erectors for compressed air efficiency. We’ve compiled some of the highlights of his article here.
A LEGACY OF ENERGY REDUCTION
Lantech has always had a focus on efficiency and energy reduction. Founded in 1972 at the peak of an energy crisis, Lantech invented stretch wrapping as a direct response to the high material costs and energy intensive standard of shrink bagging pallet loads. With this legacy of energy reduction in mind, the engineering team at the company’s corrugated case handling equipment plant in Malden, The Netherlands turned their attention to the pneumatic efficiency of its machines
COMPRESSED AIR AND CASE ERECTING
Lantech case erecting machines use compressed air in a number of ways, such as vacuums pulling corrugated cases from magazines and pneumatic actuators used to fold flaps. The compressed air requirements of case erectors are, in short, not insignificant.
As the engineering team began finding ways to reduce the machines overall weight (replacing cold rolled steel with aluminum, for example) to increase efficiency, they naturally began looking for ways to increase the efficiency of the pneumatic components as well. This led the engineering team to work with their suppliers to identify ways in which the case erectors could be constructed for more efficient use of compressed air.
One such efficiency improvement was to use gravity to manage the downward segments of pneumatically driven vertical movements. Another improvement added buffers to capture the exhaust from pneumatic cylinders.
POSITIVE RESULTS
The result of these changes is a significant reduction of energy usage, and improved performance. Overall air usage decreased by 37%, and vacuum pressure increased from 11.6 pounds per square inch to 12.3 pound per square inch, a 6% improvement.
A by-product of using air more efficiently is that machine operating noise attributed to pneumatics has decreased. As the European Union (and other regulatory bodies) imposes stricter factory wide noise limits, this is an important step to facilitate compliance without resorting to cumbersome and expensive enclosures.
GET THE FULL STORY
You can read the full article (Lantech Case Erectors Engineered for Compressed Air Efficiency) to learn more about the specific efficiency increasing pneumatic component changes, the results of these changes, and Lantech’s history of energy efficient case erectors.
3. Consider A Machine's Lifecycle in Your Sustainability Efforts
As of late, there has been a universal push for businesses and large corporations to become more sustainable. Something that might not be obvious to consider is the lifetime of a machine.
 The Greek philosopher Heraclitus got it right, “The only thing constant in life is change.” A stretch wrapper’s design should make is easy to adapt to meet changes in manufacturing and distribution requirements and processes. One way to do this is to ensure the machine you purchase can be easily and inexpensively retrofitted in the field. The stretch wrapper manufacturer should also have available technical support and service to do so.
The Greek philosopher Heraclitus got it right, “The only thing constant in life is change.” A stretch wrapper’s design should make is easy to adapt to meet changes in manufacturing and distribution requirements and processes. One way to do this is to ensure the machine you purchase can be easily and inexpensively retrofitted in the field. The stretch wrapper manufacturer should also have available technical support and service to do so.
Here are the most popular retrofits customers order for our semi-automatic stretch wrappers that can help you extend the lifetime of your machine to its fullest extent:
- Mast Height Extensions – Standard machines wrap loads up to 80 inches tall, but options are available for taller wrap heights. While 110 inches is most popular, options go all the way up to 140 inches.
- Ramp and Ramp Porch Extensions – Loading a turntable with a pallet jack instead of a forklift requires a ramp. Depending on your facility’s layout, the ramp can be placed in the front or on either side of the turntable. Keep in mind a flat extension from the turntable, what we call a ramp porch extension, may be needed for pallet jacks with longer forks.
- Base Extensions – If a load extends more than a few inches beyond the perimeter of the turntable, a base extension will create more space between the load and the mast. Base extensions allow the over-sized loads to rotate without hitting the mast or injuring operators standing by. It is a best practice to keep your load within the perimeter of the turntable to avoid these safety hazards. Wrapping only a few over-sized loads is okay, but at higher volumes we advise getting a larger turntable.
- Lexan Plastic Cover for Control Panels – Establishing the machine settings to create an effectively wrapped load is important and not always easy. A Lexan plastic cover will prevent operators from tampering with the settings on the stretch wrapper. It blocks operators from making adjustments, but keeps the controls operators need, like “start” and “emergency stop,” accessible. This feature is best for applications that don’t require different wrap patterns.
Our new QL400 with Load Guardian 2.0 allows you to create password protected load profiles and other screens that limit operator access. In essence, a virtual Lexan cover.
- Auto Film Cut-off™ – This may be the best retrofit of all because it has two benefits. First, Auto Film Cut-off helps prevent injury by eliminating the need for operators to bend over and cut the film at the end of the wrap cycle. Instead, a device punctures a hole in the film causing it to tear. It’s also a productivity feature, saving about 30 seconds of labor per load for a typical user.
Changes in technology and the way goods move across the planet for consumer consumption have a great impact on the environment. Businesses need to be responsible for their carbon footprint and make the appropriate changes to become more sustainable. There is a large amount of industrial equipment required to manufacture and ship products from one place to another. Make sure you choose packaging and shipping equipment that is designed to last, that is reliable and that can be modified when necessary so their lifecycle can be extended.
4. Reduce Unsellable Goods Going to Landfills Through Effective Stretch Wrapping
As businesses are beefing up their sustainability efforts by reducing or recycling, an impact can also be made by keeping unnecessary waste out of landfills. According to Global Citizen “the world produces enough waste annually to fill 822,000 Olympic- sized pools.” While recycling is becoming more common, still only 16% of waste is being recycled, the rest often dumped in landfills all over the world.
sized pools.” While recycling is becoming more common, still only 16% of waste is being recycled, the rest often dumped in landfills all over the world.
When it comes to shipping goods, it is estimated that .5% of products are damaged during shipment, most of which is a result of poor stretch wrapping. These damaged products often end up in landfills as well. What can you do to reduce the volume of product directed to landfills? Wrap better!
THREE KEYS TO EFFECTIVE STRETCH WRAPPING
- Enough Containment Force Everywhere on the Load
Containment Force, the most important of the three, is the squeezing pressure that holds a load together. From the top of the load to the bottom, the containment force should consistently meet or exceed the containment force standard that is right for your load. The success or failure of a load is very often directly related to containment force. - Load is Locked to the Pallet
If the load isn’t locked to the pallet, then it could slide off during shipment. A pallet bond is often incorrectly accomplished by wrapping the load all the way to the bottom of the pallet. Wrapping a load all the way to the bottom of the pallet leaves the load vulnerable to film punctures as it is moved by a forklift or pallet jack. The way to address this is to lock the load to the pallet by rolling up the bottom of the film into a cable and position it on the pallet so it’s safely out of the way. - No Long or Dragging Film Tails
At the end of every wrap cycle there is the question of what to do with the end of the film, or the tail. An unsecured, or long film tail can be caught during movement of the pallet and cause the film to be ripped or unravel. This results in a loss of containment force and decreases the chances of a load arriving in ‘As Made’ condition. There are many ways to reduce film tails through adjusting machine settings or upgrading and adding automation units like film clamps, heat sealers or wipe downs.
Stretch wrapping pallet loads has a number of benefits, including increases in productivity and reduction in material costs. But these are ancillary to the driving reason behind most stretch wrapping efforts: to get a load from point A to point B in ‘as made’ condition, at the lowest cost effectively shipped, thus keeping it from being sent to landfill.
5. 3 Ways Square Cases Reduce Shipping Damage and Help Keep Unnecessary Waste out of Landfills
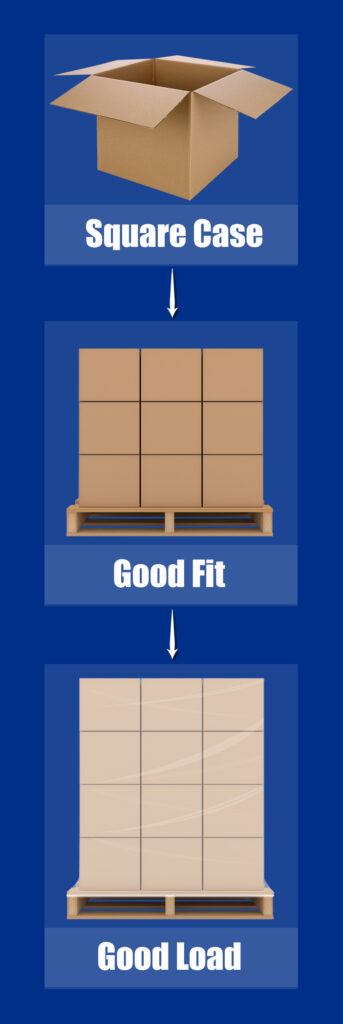
More and more companies are striving to meet sustainability goals, but reductions in corrugated packaging material can leave your product at risk for damage during transit. Making your cases square allows them to perform up to their engineered capability, and reduce those chances for damage. Here’s why:
- Square Cases are Easier to Pack – Whether you are using an automated case packer or packing cases by hand, it’s easier to do when the case is square. It’s important to pack products securely so the primary packaging is less likely to be damaged during shipment.
- Pallets Built with Square Cases Stack Better – When the corners of a case are aligned properly, they will support more weight. If they’re not square, the cases are unstable and more prone to being crushed. In fact, when cases are stacked on a pallet and the sides are not aligned, the load loses 30 percent of its stacking strength, making it more susceptible to damage.
- Square Cases Protect Your Products Better – When cases are square, they stack better on a pallet – which makes them easier to effectively stretch wrap. Loads go through a lot of stress during shipment. All the starting and stopping, vibrations and bumps will take a toll. Square cases make loads that fit better inside the perimeter of a pallet. Boxes that hang over the sides of the pallet can be damaged by a fork lift or crushed against another load or truck wall.
The easiest and most cost-effective way to create square cases is to do it with a case erecting machine. Case erectors pull blanks from a magazine, square the box and tape the bottom flaps to form 90-degree angles on all sides. Just like knowing the fundamentals of a sport is essential to becoming a great player, creating a square case is fundamental to preparing products for successful shipment.
For more information on how a case erector reduce shipping damages, you can contact us on our website or call us at (502) 815-9109.
6. Reduce Shipping Damage in the Supply Chain
We read a great article in Packaging Digest titled “Mitigating Packaging Damage in the Supply  Chain” and wanted to thank them for talking a bit about our passion – using stretch wrapping and case erecting technology to make sure your pallet load gets to the right place in the right condition with a minimum of shipping damage.
Chain” and wanted to thank them for talking a bit about our passion – using stretch wrapping and case erecting technology to make sure your pallet load gets to the right place in the right condition with a minimum of shipping damage.
Four key insights from the article include:
- Stretch Wrap Effectiveness
“How appropriately stretch-wrap is applied can be a big factor in whether a product sustains damage. First, it’s important to ensure compatibility between the film used and the stretch-wrap machinery. Another area to examine is the force-to-load measurement, or the amount (measured in pounds or kilograms) of strength/force applied to hold the product together. It’s important to monitor whether the recommended pre-stretchage [sic] is being adhered to in the process.” Without enough containment force the pallet load is at a greater risk for containment failure and damage. It’s important to wrap every load to meet recommended containment force standards.
Securing the load to the pallet is a critical element of effective stretch wrapping. Eliminating any long or dragging film tails also plays a role in ensuring the load stays secured to the pallet. - Packaging
“The material and strength of packaging, and even the design, can factor into damage. Consider:- Flute and wall construction – With four sizes of flute patterns (which can run horizontal or vertical) and varying thicknesses of wall construction, corrugated boxes run the gamut when it comes to durability. Flute and wall construction must be appropriate to the need. Certain types of cardboard are better for shipping heavy items, some types are more resistant to puncture, while other types are better for printing and display.
- Stackability – What does the unit load sit on in the warehouse? Pallets, slip sheets? What are pallets made of and what is their condition? How many levels can the unit load be stacked without affecting compression?”
Given the trends toward thinner corrugated materials and corrugated materials containing more recycled content, utilizing the strength and maximizing the performance of your corrugated cases is more important than ever.
To maximize the full, engineered capabilities of your cases, they must be erected perfectly “square” (all horizontal and vertical angles are 90 degrees). You can also gain 30% more stacking strength when your cases are stacked with their sides aligned vertically.
- How Big is This Problem?
“As much as 11% of unit loads arriving at a distribution center have some level of case damage. On average, the figure is around 2%.”Some estimates put the total global value of unsalable products as a result of ineffective stretch wrapping in just the consumer goods, food, and beverage industries at approximately $60 billion a year! - Investigate, Then Develop a Plan
“The more in-depth information you uncover and the more precisely you can identify the sources of the issues, the better you’ll be able to develop and execute a corrective action plan. A key element of this strategy is a root cause analysis, which reveals the “where, what, why” aspects of product damage, setting the stage for impactful, money-saving improvements throughout the supply chain.” Monitoring packaging line operation and tracking costs resulting from damage provide useful data for evaluating the effectiveness of your stretch wrapping efforts. Creating baseline data so you have clear “before” pictures to compare to makes the search for damage solutions much easier. Measuring and comparing will give you a concrete understanding of how effective your stretch wrapping efforts are. When tracked consistently, any increases in costs or damage will also serve as the warning sign, alerting you to problems in your pallet wrapping process.
7. Rise of Recycled Corrugated
TURNING AN ENDLESS SUPPLY CHAIN OF TRASH INTO AN ENDLESS SUPPLY CHAIN OF BOXES
 In 2015, Forbes presented an article with an interesting business perspective on the world of paper recycling, sustainability, efficient manufacturing and the impressive business that Australian entrepreneur Anthony Pratt has built in the US.
In 2015, Forbes presented an article with an interesting business perspective on the world of paper recycling, sustainability, efficient manufacturing and the impressive business that Australian entrepreneur Anthony Pratt has built in the US.
Recycling isn’t just good business for Pratt industries – it’s a welcome trend in many regards. And for many manufacturers, it’s a key step in helping them meet increasingly stringent sustainability targets set by big box retailers – who in turn are responding to their retail customers’ expectation of greener business practices.
As recycling processes improve, so does the quality of the corrugated cardboard made from recycled paper content. Soon it may even offer performance parity against virgin corrugated cardboard. But the engineered capability of corrugated boxes (cases, in industry lingo) is often misunderstood and, as a result, critical end-of-line packaging considerations are overlooked.
VERTICAL STRENGTH
You don’t often see people stack cardboard boxes on their sides. Why? Because they’re not very strong. The power of corrugate comes from its flutes, and they’re strongest when they’re vertical. That lets them provide maximum crush resistance. In that way, corrugated is a lot like concrete, which has enormous strength to avoid being crushed but much less shear strength. That’s why you see so much rebar in roadways or concrete beams.
Many products have some headspace or voids when packed in corrugated cases. For those products, usually stacked several layers high on pallets for efficient logistics, the ability of the corrugated case to provide the stacking strength is critical to avoiding product damage.
The bottom line is that the sides of the cases, and particularly the corners, provide that power. Sides and corners must be aligned to create a strong column to enable cases to protect their contents from the rigors of shipment.
SQUARE, STRAIGHT AND ALIGNED
Corrugated cases provide the power of protection for products during shipment, warehousing and handling. But it’s not a given. In fact, the details of end-of-line packaging operations actually play a large role in whether the corrugated case actually performs up to its engineered capability. Here’s a quick look at two important considerations:
- The power of the case is generated by its flutes. They must be vertical to maximize their strength. Sounds simple, but it’s actually remarkably uncommon! Surprised? Here’s the thing – in order for the sides of a case to be vertical the minor and major flaps on both the top and the bottom must be closed consistently and squarely. As a rule of thumb, that simply doesn’t happen when cases are manually erected and closed, particularly when they sealed with tape dispensers. Or when they’re pushed through carton sealing stations after manual erection and loading. In fact, there are actually 5 steps to producing square cases. Note: One consideration that is sometimes overlooked is the ability of case handling equipment to automatically handle recycled corrugated cases. Don’t assume that it will! So, if you are converting your corrugated cases to recycled or a higher percentage of recycled content, make sure you have equipment that can run them without jamming and is able to produce square cases every time.
- Once the cases are square and the sides are vertical, the next step is to ensure that the column stacks are properly aligned and remain that way during shipment. “Remain that way” is the toughest challenge here – after all, between the forklift rodeo and long-haul routes in the back of trailers, you can imagine how cases are prone to get “rearranged.” The solution is proper stretch wrapping with appropriate containment force. That’s easier said than done because cases don’t have a lot of strength on their sides. You can’t wrap too tightly, or you’ll crush them and damage the contents. The answer lies in wrapping properly for the load – and that requires training and familiarity for operators. Most stretch wrapper marketing makes it sound like all machines do the same thing – lay stretch film along the side of a pallet. But a pallet wrapper needs to be able to be optimized to a load to properly contain it with the least amount of stretch film.
Square cases and proper stretch wrapping are both important elements of the end-of-line packaging process. Managing them is critical as companies continue to lightweight their corrugated cardboard and use more recycled materials.
END-OF-LINE PACKAGING SUSTAINABILITY
Reducing the amount of virgin corrugated cardboard and stretch film used in your packaging processes are important steps toward sustainability and cost reduction, and can make significant environmental and economic contributions.
But the greatest win comes through reducing damage. If you prepare a load with less packaging material but the product is damaged in shipment, then not only are the packaging materials (both primary and secondary) wasted, but all the material and energy that went into manufacturing the product – such as transporting it and disposing of it – is wasted as well.
So, keep in mind that sustainability and cost reduction measures can’t be allowed to compromise safe shipment and delivery!
8. Shipping Damage: The Hidden costs
ONE CHANCE IN 200 ISN’T A GOOD BET
Imagine you’re a car dealer. You order hundreds of cars to your dealership, but every once in a while a brand new car just won’t start. You do the math and 1 out of every 200 cars doesn’t start, the car isn’t fixable and is a complete loss. Sure, you get to sell 199 cars but you have to take the loss of the 1 car.
Do you think a dealership would just accept the loss? If you do the math, 99.5% of the cars they receive are in perfect working order. A .5% loss doesn’t seem like that much, but wouldn’t it be fair to say that a better scenario would be the dealer being able to sell all 200 cars?
When we’re accustomed to a load damage rate close to 0 percent – what dealerships actually receive – .5% is a lot. It means that on the average, one car in 200 would be a complete loss. It’s pretty easy to see that this is unacceptable.
SHIPPING DAMAGE STEALS .5% OF YOUR GROSS SALES!
What’s unacceptable for one transportation mode could be the norm for another. Shipping damage (damage that happens between the factory and the point of sale) for the food, beverage and consumer products industries averages about half a percent of gross sales, according to The Grocery Manufacturers Association (GMA) and the Food Marketing Institute (FMI). The bad news is this amounts to several billions a year of damage losses, much of which ends up in landfills. The good news is that much of this damage can be avoided.
STANDARD PRACTICES REDUCE SHIPPING DAMAGE
Shipping pallets of products poses a different set of problems. However, they’re problems that can be avoided by using standard processes.
Here are the major causes of shipping damage to pallet loads:
- 1. Creating package instability by reducing materials in primary packages.
- 2. Building loads that don’t fit their pallets.
- 3. Using palletizers that build loose or irregular loads.
- 4. Loading trucks too tightly or leaving gaps between loads that cause transit damage.
- 5. Universally poor stretch wrapping.
BETTER STRETCH WRAPPING IS THE BEST WAY TO START REDUCING DAMAGE
Of these causes of damage, stretch wrapping is the easiest, fastest, and least expensive to improve. And if that’s not enough, more effective stretch wrapping is also the “low hanging fruit” or the “band aid” for mitigating or compensating for the other major causes of damage.
If you’re shipping stretch wrapped pallets, unless you have evidence to the contrary, you’re not doing better than a 99.5% success rate. And even if you’re hitting 99.5%, it’s not good enough. You’re averaging $50 to $500 of damage per truckload and leaving money on the table.
Or put another way, a $100 million company loses $500,000 a year in avoidable shipping damage. How many more widgets does it have to sell to make up that loss?
REDUCE YOUR SHIPPING DAMAGE BY 50 PERCENT
Stop wasting money. There’s low hanging fruit to be picked. One half a percent of damage doesn’t have to be your norm. Lean processes and principles typically reduce damage and waste by 50% or more wherever they’re applied.
For more information, you can contact us or call us at (502) 815-9109.
9. Stretch Wrapping Bottled Water
HIGH PROFILE TARGET
Single use PET bottles are a high-profile target of sustainability and source reduction efforts. Major producers are keenly focused on reducing packaging throughout the process, and specifically addressing the bottles themselves.
For example, in a 2016 interview, Nelson Switzer, Vice President and Chief Sustainability Officer for Nestlé Waters NA, provided some statistics resulting from their packaging reduction initiatives:
- Packaging accounts for 41% of the Nestle Waters’ footprint – down from 49% in 2010
- 60% reduction in plastic content in the 20+ years since 1994
- Decreased overall material usage by 6% (includes elimination of corrugated pads)
- Arrowhead brand water bottles are now 50% recycled PET

These were impressive changes resulting from process improvements enabled by improving materials and machines.
What is interesting is that each step along the way changed the demands on stretch wrapping equipment, and the evolution provides a good case study for how changes in upstream packaging needs to be accounted for in the stretch wrapping process.
CUTTING THE CORRUGATED DOWN TO (TRAY) SIZE
One of the reduction approaches was an obvious one – replacing corrugated with film.
There was a time when bottled water was packaged in fully corrugated cases. Gradually those were replaced with corrugated trays and shrink bundling with polyethylene film. An “8 corner” tray design introduced in the 90’s eliminated the sharp corrugated corners which had tended to tear the shrink film. The design essentially cut off the corners and created a shape which matched the round profile of bottles in the corners of the pack pattern.
Replacing corrugated material with shrink film eliminated a substantial portion of the case packaging volume – but it wasn’t without consequence. The stacking strength that the corrugated cases provided (which can be reduced by 30% if the cases aren’t square) was now eliminated – and at a pound per one fluid pint, the weight of a load of water is a significant factor. Now the entire stacking strength burden fell to the bottles themselves.
That was problematic, because around the same time the corrugated cases were cut down to trays, efforts began to reduce the wall thickness of bottles which further reduced the stacking strength.
DRAWING DOWN THE BOTTLED WALLS
As all of this was happening, the blow molders were getting more and more advanced. Gradually they were able to solve the problem of excessive thinning of the walls at points of maximum draw (e.g. bottom corners.) Now they had the technology to reduce the volume of plastic used in each bottle.
But water density never changes, and the considerable weight of fluid carried by the bottles would now be carried by even thinner bottles.
TIER SHEETS…SORT OF
Progress does not stop. Sustainability experts started asking “Why trays?” Aside from providing a place to print unit bar codes, all the corrugated material was doing was helping pack patterns move through the shrink bundlers. Soon they found that could be accomplished by arranging the pack pattern on a corrugated pad.
Acting as a tier sheet of sorts, the corrugated pad helped to dissipate forces a bit and provided a stable, flat platform for layers to stack nicely so that they could be easily contained with stretch film for shipment.
Well you know what happened next…
FILM ONLY SHRINK WRAPPING
Eventually, the question was asked “Why do we need the corrugated pad?” (Removing the pad was how Nestle Waters eliminated the additional 6% of materials used.) But now things get really tricky from a palletizing and stretch wrapping perspective.
Coefficients of friction for film need to allow for building pallets, yet resist slipping enough so that a pallet load with only cases of bottles wrapped in thin polyethylene won’t fall apart.
Even small movements in one unit can affect the whole load. If one unit moves enough so that the caps of the lower tier are now in the voids between the bottles above (rather than stacked directly underneath the bottles themselves) the stability of the load is in jeopardy.
DEMANDS ON STRETCH WRAPPING
All this adds up to some seriously challenging expectations for stretch film. That 65-gauge layer (about 28 gauge by the time it’s pre-stretched) has to keep hundreds to thousands of pounds of water perfectly aligned so that this delicately balanced interaction of packaging materials can survive the journey of hundreds of miles in the back of a truck.
That is why containment force is critical – gauge, pre-stretch, wrap force and layers need to be balanced to create the required containment force to keep the pallet together.
There is nothing more alarming for the owners, managers or marketers of a water company to wander into a store and see bulging and sagging pallet loads of their water.
A lot of time, effort and money go into creating the perfect retail experience, so that the last step is critical. Sustainability improvements have dramatically increased the challenge of stretch wrapping bottled water, and companies that have changed elements of packaging should look carefully at the delivered condition of their product. Just because you’re not hearing about damage claims doesn’t mean your product is delivered as you hope.
While all of these challenges might seem insurmountable, advancements in stretch wrapping technology, such as Lantech’s Lean Wrap® Technology, allows you to maximize productivity and performance, while delivering safe-to-ship loads. With exclusive features like Metered Film Delivery® and Pallet Grip®, Lantech was able to develop a system with a leading bottled water company to help them achieve necessary containment force, reduce excess packaging and maintain their profit margin. You can read more about their results in our Case Study and White Paper on Lantech’s Beverage Industry Page.
10. The Dirty Secret of CPG Sustainability
AWARENESS & “SCORECARD” PROGRESS
Sustainability has been a hot topic in the CPG packaging industry since the 90s when mass retailers started to respond to consumer pressure to develop programs around source reduction and recycled content.
Manufacturers which supply the retailers have pushed machine and materials suppliers to provide a range of solutions that enable them to comply with incremental source reduction targets. Suppliers have delivered and manufacturers have consistently met or exceeded the “scorecard” targets set by major retailers and industry organizations.
REPLACE & ELIMINATE
Most of the progress has been focused on replacing bulky materials with alternatives. Examples include:
- Down gauging films
- Replacing glass with pouches
- Thinning plastic bottle walls
- Increasing post-consumer recycled content in cases & cartons
- Replacing corrugated cases with shrink-wrapped trays; replacing trays with pads, and eventually eliminating many pads as shrink wrap technology advanced to directly wrap multi-unit packs
- Improved strength & durability of primary packaging to reduce the need for secondary packaging simply for distribution
Each of these incremental steps has taken substantial packaging volume out of the waste stream. Technology has enabled these changes in fascinating ways. Pouch technology; multi-layer thin films with barrier properties; and paper recycling have all advanced in support of these source reduction & CPG sustainability goals.
Machine technology has also contributed – enabling the primary, secondary and tertiary packaging in more efficient ways. Case erectors that are more forgiving of inherent irregularities in recycled corrugated, for instance, have not only offset operational impacts, but have improved overall efficiency and reduced energy use – even with a tougher material challenge.
TRADE-OFFS
The biggest challenge has been to preserve, or even enhance quality and performance even as the source reduction is proceeding. That requires a net impact assessment of the entire primary and distribution packaging profile.
For instance, as water bottle walls have been drawn ever thinner, dosing of nitrogen has allowed bottlers to eliminate large amounts of corrugated by substituting the strength of bottles rigid from internal pressure for the supporting structure of a case exoskeleton. However, depending on the coefficient of friction (CoF) of the shrink wrapping film, in some cases, the palletizing & pallet wrapping process has been impacted. It’s not unusual to find that more stretch film (measured in total ounces required to securely wrap a load to maintain the required containment force) is required to ship the loads consistently.
When viewed in terms of total pounds or cubic feet there’s still a reduction. It’s a source reduction and sustainability success. But, it’s important to recognize the net impact to ensure that goals are met in real terms, not simply nominal progress in one area.
To take it a step further, it’s not just a function of packaging to finish a product and ship it – but rather move through the supply chain to the point of retail purchase and consumption.
Not just “net packaging”
Here’s where companies and consumers need to be particularly attentive to ensure that sustainability targets are met. Packaging materials are just one element to consider. A far bigger component of the supply chain waste stream is the unsalable product itself.
In other words, if a whole pallet’s worth of product arrives at the distribution center as individual boxes scattered around the back of the truck it is often determined to be unsalable. That could be due to actual aesthetic damage or concerns about package integrity. Sometimes it’s a function of hyper-efficient distribution best practices which simply pull non-conforming products out rather than slow down operations to manually inspect and manage.
This is the dirty secret of some sustainability efforts – that sometimes the sustainability changes that are high profile in manufacturing facilities necessitate some partially offsetting changes. If those changes aren’t made, then the volume of unsalable products entering the waste stream can absolutely dwarf the volume that’s believed to have been saved.
While net packaging material sustainability shows progress, in some cases the gross impact is actually negative.
Is it net positive or negative?
Now things start to get a bit confusing. Tracking impacts throughout the supply chain and distribution channels is a really, really complicated process…for many reasons.
The simplest is that the feedback loop isn’t easy to maintain. When a product is received in non-conforming condition, how is that reported? To whom? Often it doesn’t make it back to the production, package engineering and materials procurement teams with enough detail to attribute causes. It may not even make it back to those folks at all. So, the production teams may simply continue with what they believe are best practices….and contribute to a growing volume of unsalable products entering the waste stream.
If they do receive some statistics, they almost certainly lack the detail to do a required root cause analysis. For instance?
- Did the product originally shift off a pallet leading to failure on one edge?
- Were cases not properly column stacked?
- Was there another load stacked on top?
- Did high humidity during an extended stop in a distribution center compromise corrugated integrity?
- Is the stretch wrap pattern that’s codified in a corporate spec adequate to meet the requirements of down gauged film and new retailer distribution configurations?
These are simple examples – you can easily imagine a host of factors yourself. The point is that even if damage is reported, there’s rarely enough detail to define the problem accurately enough to solve it. So the net sustainability impact of packaging changes may actually be negative.
WHO OWNS THE DAMAGE? FOLLOW THE MONEY.
That’s where the trail goes cold, and probably why this remains a taboo topic in many sustainability discussions. (This is where the sustainability ‘bodies are buried’!)
Production hits their numbers. The sales team has the scorecard progress they need. Logistics moves products efficiently through the supply chain. Damaged/unsalable product is within “industry norms” and typically addressed through budgeted sales allowances. In other words, in many companies, there’s no department which “owns” the “cost” of the unsalable products that result from efforts to reduce packaging in the waste stream. While the company as a whole could potentially save a substantial portion of the credits they write for the unsalable products, with no department to benefit, no department champions the effort.
What’s the bottom line?
- Sustainability and source reduction will remain high priorities with manufacturers, retailers, and consumers – and therefore with industry suppliers of machines and materials
- Projects must be evaluated holistically to ensure that compensatory changes to ensure proper delivery are considered
- CPG companies could potentially improve profits by understanding and addressing the implications of packaging source reduction beyond the factory walls
- All stakeholders in the sustainability debate could score a huge victory by reducing the flow of unsalable materials into the waste stream – a flow which in many cases may actually outweigh the sustainability successes which contribute to them.